PC塑膠實木家具板材的透光比率75%-90%,又很有優良的抗沖擊試驗能、程度、彈性,是建筑設計的原材料中豐富應用領域的陰光板,還可能建設中型大燈殼、探照大燈殼、防爆設備燈,汽車的、飛機航班的窗波璃等。擠壓PC實木家具板材以常用K值56之上的PC塑膠主料為宜,更易產品熔融較好輕松,抗裂縫作用強。
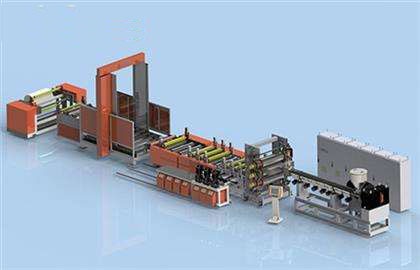
PC泡沫塑料材料加工工序: PC塑料材質在應用前不得不對其進行常溫、缺水處理,常溫、缺水處理后隨時應用,或加進封閉儲槽中短期間同步保存,并好在100℃大于保冷層,熔融造粒機灰斗應利用保冷層常溫、缺水處理灰斗,室溫應穩定在100℃大于,灰斗內的料本就不是多于30min的需求量。在熔融擠壓出細木工板生產的中常用用的是真空箱箱常溫、缺水處理和蒸發床常溫、缺水處理。真空箱箱常溫、缺水處理室溫為100-120℃,料層重量不多于25mm,常溫、缺水處理時光8-12小時。 一擠PC塑膠片裝修板材的一擠機正常為單螺絲桿一擠機,螺絲桿為漸變色型,L/D為20,縮減比值2-2.5。一擠機工作溫度有效把控:1區220-230℃;六區230-240℃;3區240-250℃;4區250-270℃。機器頭部工作溫度有效把控:左一240-250℃;左二230-240℃;中220-230℃;右二230-240℃;右一240-250℃。三輥壓光機工作溫度有效把控:上輥120-135℃;中輥130-140℃;下輥140-150℃。


 WeChat
WeChat